[VIP第1年] 指数:3
[VIP第1年] 指数:3
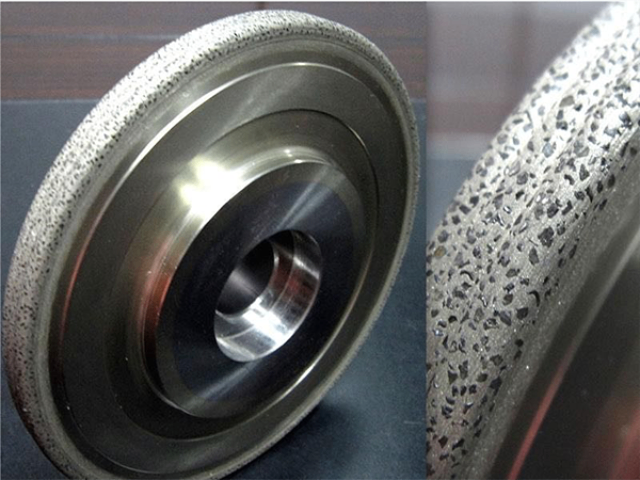
CBN 砂轮修整器的双重功能设计,CBN 砂轮修整器需兼顾整形与修锐,例如日本 X-POWER 的 SX-A1 合成材料修整块通过化学 - 机械联合作用,10 秒内即可完成树脂结合剂 CBN 砂轮的镜面修整,平坦度误差小于 0.1μm。其 GB7801 型号采用柔性接触技术,避免破坏砂轮表面结构,特别适合硬质合金刀具的精密磨削。该类修整器的优点是效率高、适应性强,缺点是对结合剂类型敏感。适用场景包括高速磨削、难加工材料(如钛合金)的高效加工。全自动数控砂轮修整器采用伺服电机驱动,定位精度达 ±0.001mm,可实现无人化连续修整,减少人工干预,提高加工效率 20%。采用物联网技术的远程监控系统,可实现多台磨床的修整器状态实时同步,提升设备利用率 20%。吉林比较好砂轮修整器批发厂家

单点金刚石砂轮修整器的精密修磨技术 单点金刚石砂轮修整器通过天然金刚石单晶的锋利实现砂轮表面的精密修形,其安装位置需低于砂轮中心 1-2mm 并向上倾斜 10°,以减小修整力并延长金刚石寿命。修磨时,需控制修整导程在 0.02-0.07mm/r 之间,粗修切入深度可设为 0.005-0.01mm,精修则降至 0.002-0.003mm。例如德国 SWISSCO 的 D85124 型号修整器,通过完整晶型设计可将硬质合金砂轮的表面粗糙度控制在 Ra0.08μm 以内。注意事项包括:每次修整后需用显微镜检查金刚石磨损情况(建议每 50 次修整检查一次),并保持冷却液压力在 2-3MPa 以防止高温损伤磨粒。安徽天然砂轮修整器厂家直销未来砂轮修整器将向智能化、模块化发展,集成 AI 视觉检测和自适应控制,实现全流程自动化。

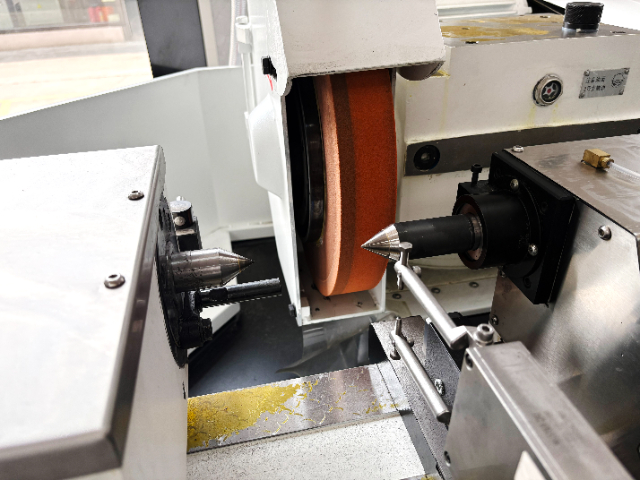
韩国砂轮修整器结合自动化与经济性,例如全自动修整机通过预设程序实现微米级精度,减少人工干预。其修整工具常采用电镀金刚石,成本低于烧结型滚轮,但需注意镀层厚度以避免堵塞。韩国砂轮修整器在平面磨床中应用广,通过双强力吸座设计提升稳定性,可修整 ±95° 范围内的复杂角度。韩国砂轮修整器结合自动化与经济性,例如全自动修整机通过预设程序实现微米级精度,减少人工干预。其修整工具常采用电镀金刚石,成本低于烧结型滚轮,但需注意镀层厚度以避免堵塞
大直径砂轮(如 600mm 以上)需高稳定性修整器,瑞士 DW 的大颗粒金刚石笔(1.5-2.5 克拉)通过完整晶型设计减少振动。小直径砂轮(如 φ50mm 以下)则需高精度工具,日本日进的砂轮修整器可通过显微镜观察接触点,实现 ±14mm 范围内的精细修整。对于超薄砂轮(厚度 < 2mm),需采用同步修整器同时处理两侧,避免压力导致变形。大直径砂轮(如 600mm 以上)需高稳定性修整器,小直径砂轮(如 φ50mm 以下)则需高精度工具。金刚石滚轮砂轮修整器通过数控编程实现复杂型面的批量复制,其工作原理是滚轮与砂轮同向旋转(线速度比 0.3-0.7),并以 0.5-1μm / 转的微量进给完成镜面修整。超声波砂轮修整器通过高频振动增强金刚石与砂轮的切削作用,修整效率提升 40%,尤其适合硬脆材料砂轮。

瑞士 DW 金刚石修整器通过严格操作流程确保精度:安装时倾斜 10-15° 指向砂轮旋转方向,使用冷却液降低热应力。粗修深度控制在 0.001-0.002 英寸,精修则为 0.0005-0.001 英寸,横向移动速度越慢表面粗糙度越低。对于大直径砂轮(如 600mm 以上),需选择高克拉数金刚石(1.5-2.5 克拉)以保证修整稳定性。瑞士 DW 金刚石修整器通过严格操作流程确保精度:安装时倾斜 10-15° 指向砂轮旋转方向,使用冷却液降低热应力。金刚石滚轮砂轮修整器通过数控编程实现复杂型面的批量复制,其工作原理是滚轮与砂轮同向旋转(线速度比 0.3-0.7),并以 0.5-1μm / 转的微量进给完成镜面修整。金刚石滚轮砂轮修整器通过电镀工艺将金刚石颗粒固定于金属基体,可复制复杂砂轮型面,常用于齿轮磨削。安徽销售砂轮修整器推荐货源
每工作 50 小时需对传动部件进行润滑,选用高温锂基脂可确保修整器在高速运转下的稳定性。吉林比较好砂轮修整器批发厂家
金刚石滚轮砂轮修整器的成型修整方案 金刚石滚轮砂轮修整器通过数控编程实现复杂型面的批量复制,其工作原理是滚轮与砂轮同向旋转(线速度比 0.3-0.7),并以 0.5-1μm / 转的微量进给完成镜面修整。例如意大利 URMA 的 0371118DS1 型号滚轮,可将涡轮盘榫槽砂轮的成型精度控制在 ±0.002mm。修磨时需注意:砂轮每转进给量应根据砂轮硬度调整(树脂结合剂砂轮宜用 0.5μm / 转,陶瓷结合剂砂轮可用 1μm / 转),并定期进行动平衡校正以避免振动。若修整后砂轮出现周向波纹,需检查滚轮与砂轮的同轴度误差是否超过 0.001mm。吉林比较好砂轮修整器批发厂家
文章来源地址: http://jxjxysb.nn.chanpin818.com/jichuang/mochuang/deta_28210084.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。