[VIP第1年] 指数:3
[VIP第1年] 指数:3
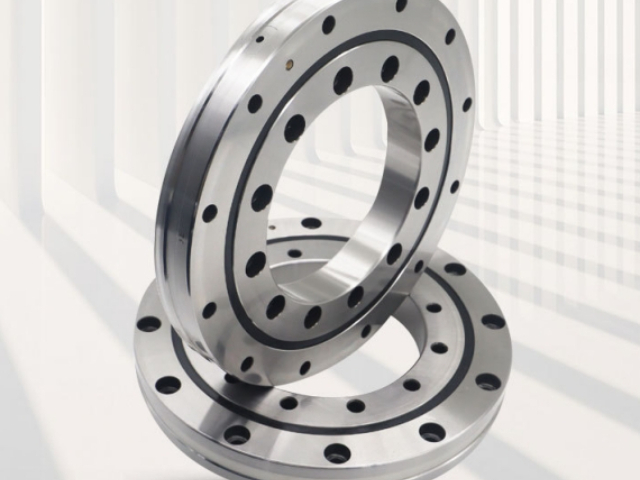
目前在套圈加工中成型方法主要有以下几种:锻造成型、车削成型、冷辗扩成型和冷(温)挤压成型。(1)锻造成型通过锻造加工可以消除金属内在不足,改善金属元素使金属流线分布合理,金属紧密度好。锻造成型加工工艺普遍应用于轴承成型加工中,常见的锻造成型方法有:热锻加工、冷锻加工、温锻加工。(2)冲压成型工艺是一种能提高材料利用率,提高金属元素致密性,苏州轧机轴承报价,保持金属流线性的先进工艺方法,它是一种无屑加工方法。采用冲压工艺和锻造成型工艺时,苏州轧机轴承报价,产品的精度除了受设备精度影响外,苏州轧机轴承报价,还要受成型模具精度的影响。(3)传统的车削成型技术是使用**车床,采用集中工序法完成成型加工。一些外形复杂、精度要求高的产品正越来越多地采用数控车削成型技术。
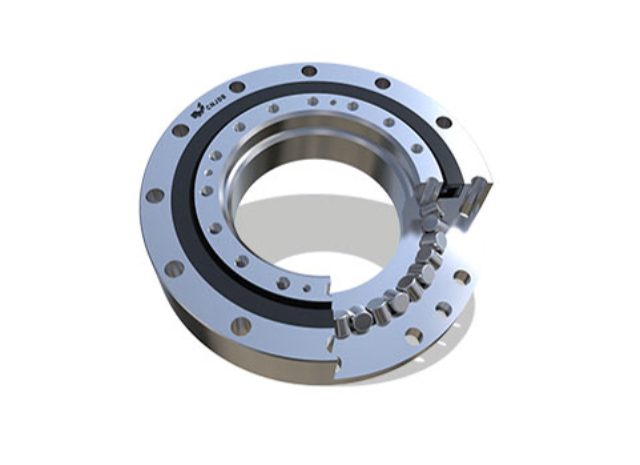
轴承结构主要有原材料、轴承内外圈、钢球(轴承滚子)和保持架组合而成。那轴承生产工艺流程都有哪些呢?1、轴承原材料——内、钢球或滚子加工、外圈加工、保持架(冲压或实体)加工——轴承装配——轴承成品。2、轴承内外圈工艺流程:棒材——下料——锻造——球化退火——车加工——热处理——磨加工——超精加工——零件终检——防锈入库。3、钢球的加工过程:棒料或线材冷冲(有的棒料冷冲后还需冲环带和退火)——挫削、软磨或光球——热处理——硬磨——精磨——精研或研磨——终检分组——防锈、粗磨、包装——入库〈待合套装配〉。4、滚子的加工过程:棒料车加工或线材冷镦后串环带及软磨——热处理——串软点——粗磨外径——粗磨端面——终磨端面——细磨外径——终磨外径——终检分组——防锈、、包装——入库(待合套装配〉。5、保持架的加工过程:铸铜件——车内径、端面、倒角——钻孔(或拉孔、镗孔)——去毛刺——酸洗——终检——防锈、外径、包装——入库〈待合套装配〉。
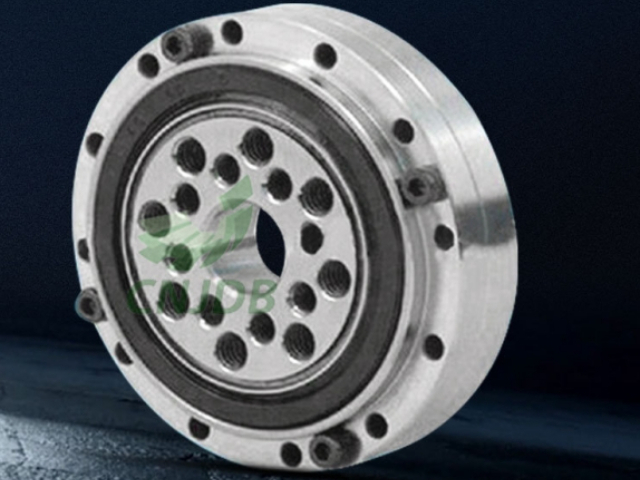
轴承的半切削和光整阶段是轴承超精加工的后面两个步骤,下面说一下这两个步骤。1、轴承的半切削,随着加工的继续进行,轴承工件表面逐渐被磨平。这时,磨石与工件表面接触面积增加,单位面积上的压力降低,切削深度减小,切削能力减弱。同时,磨石表面的气孔被堵塞,磨石处于半切削状态。这一阶段被称为轴承精加工的半切削阶段,在半切削阶段轴承工件表面切削痕迹变浅,并出现较暗的光泽。2、光整阶段,这是轴承的超精加工的之后一个步骤。随着工件表面被逐渐磨平,磨石与工件表面的接触面积进一步增大,并且,磨石与轴承工件表面逐渐被润滑油膜隔离,单位面积上的压力很小,切削作用减小,之后自动停止切削,这一阶段我们称之为光整阶段。光整阶段工件表面无切削痕迹,轴承呈现出光亮的成品光泽。
文章来源地址: http://jxjxysb.nn.chanpin818.com/zhoucheng/gdzc/deta_4499595.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。