[VIP第1年] 指数:3
[VIP第1年] 指数:3
后处理与质量检测工艺是确保产品质量和性能的重要保障,能有效提升产品的稳定性和市场竞争力。切粒后的颗粒需进行脱水干燥处理,以去除表面水分,保证产品质量。通常采用离心脱水机去除颗粒表面大部分水分,离心脱水机利用高速旋转产生的离心力,将水分从颗粒表面分离出去。然后通过滚桶振动筛进一步筛选,去除粘连的颗粒和不合格品。滚桶振动筛在振动过程中,使颗粒在筛网上翻滚、跳动,将不符合要求的颗粒筛选出来。经过脱水干燥的颗粒,物理性能更加稳定,便于后续包装和储存。质量检测环节同样关键,首先进行外观检查,观察颗粒的形状是否规则、大小是否均匀,表面是否光滑,有无气泡、裂纹、杂质等缺陷。对于一些对外观要求较高的产品,如色母粒,外观检查尤为重要。然后进行性能测试,根据产品的用途和标准,测试其拉伸强度、断裂伸长率、熔融指数、密度等性能指标。在生产用于注塑成型的塑料颗粒时,其熔融指数需要满足一定的范围,以保证在注塑过程中的流动性和成型效果。对于不合格产品,要详细记录并分析原因,可能是原料质量问题、工艺参数设置不当或设备故障等,根据分析结果及时调整工艺参数或改进原料配方,确保产品质量稳定 。圆盘造粒机工作时,物料在圆盘上滚动,通过喷洒粘结剂等方式逐渐形成颗粒。江西实验造粒机规格

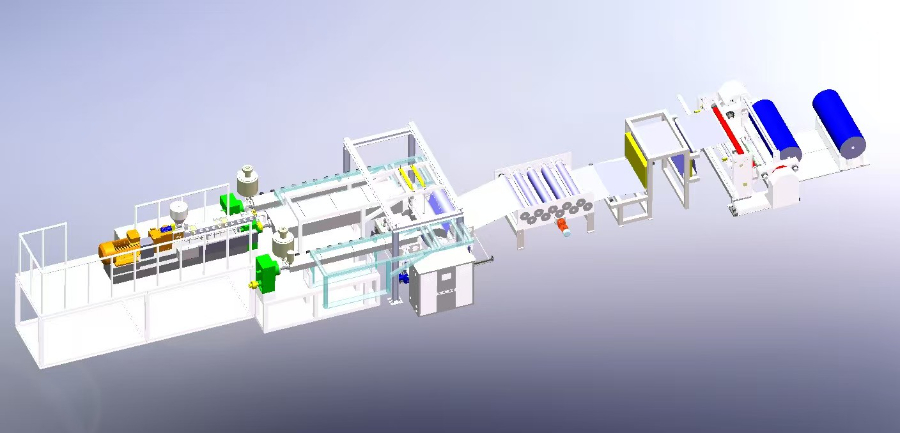
在单螺杆造粒过程中,物料输送贯穿始终。从原料输送到成品颗粒输送,都需要高效、稳定的输送设备。自动提升机将经过预处理的原料输送至双锥喂料机,双锥喂料机再将物料强制均匀加入主机螺杆。切粒后的颗粒通过一级旋风分离器和二级旋风分离器进行初步分离和输送,利用旋风分离器内部的高速旋转气流,使颗粒与空气分离,实现初步的输送和冷却。然后经过加长风冷振动筛进一步筛选和冷却,通过风吹储料仓进行储存和输送,确保生产过程的连续性和高效性。江西实验造粒机规格新型造粒机采用高效节能的加热系统和冷却系统,降低能源消耗。

医药行业对药品的质量和安全性要求极高,造粒机在医药生产中扮演着关键角色。在药物制剂过程中,造粒可以改善药物的流动性、可压性和稳定性,提高药物的生产效率和质量。例如,在片剂生产中,通过造粒机将药物粉末制成颗粒,便于后续的压片操作,减少粉尘飞扬,提高片剂的质量均一性。随着医药技术的不断发展,对缓控释制剂、靶向制剂等新型药物剂型的需求增加,这对造粒机的技术水平提出了更高要求。能够生产出具有特定粒径分布、形状规则且性能稳定的药物颗粒的造粒机,将在医药市场中占据优势,具有广阔的发展前景。
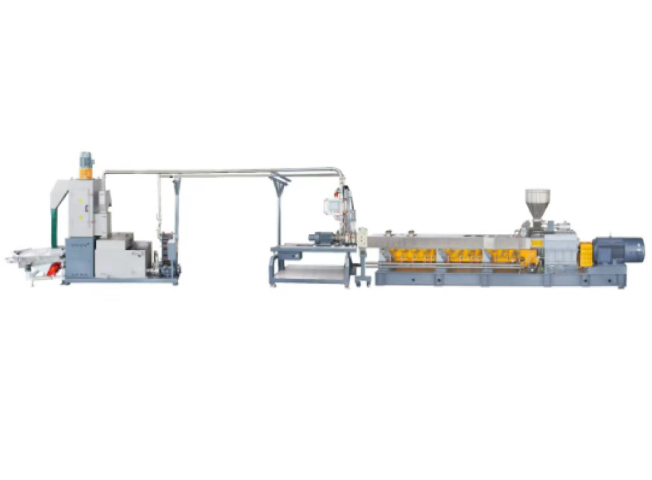
单螺杆造粒机具备诸多技术优势。它集密炼、提送、喂料、挤出、风冷热切粒、风送冷却于一体,实现了自动化连续作业,很大提高了生产效率。密炼、喂料及挤出段可根据客户需求选择电加热、蒸汽加热或热油循环加热技术,满足不同材料对温度的要求。混炼机采用 “四棱同步耐磨混炼室” 技术,效率高、耗能低,塑化充分且分散均匀。喂料装置采用独特技术,可对混炼物料进行辅助混炼,并对单螺杆挤出机进行强制喂料,提升造粒效率和品质。双锥螺杆和单螺杆的驱动均采用交流变频技术,能适应各种工艺技术要求 。对切粒装置的刀具进行定期检查和更换,保证切粒的精度和质量。

从生产过程来看,双螺杆生产工艺的能源利用效率较高。双螺杆的设计使得物料在机筒内的停留时间更短,塑化效率更高。这意味着在生产相同数量产品时,相比一些传统生产工艺,双螺杆生产能减少能源消耗。例如,在生产塑料颗粒时,其快速且高效的塑化过程,降低了加热系统的工作时长,进而减少了电能的消耗,符合节能减排的环保理念。 在废气排放方面,双螺杆生产工艺也有出色表现。由于其对物料的充分混炼和塑化,减少了因物料塑化不完全而产生的废气排放。同时,先进的双螺杆挤出机配备了高效的废气处理装置,如活性炭吸附装置、催化燃烧装置等,能够对生产过程中产生的少量废气进行有效净化处理,降低有害气体的排放,减少对大气环境的污染。 另外,双螺杆生产工艺在废料回收利用上也发挥着重要作用。在塑料加工过程中,难免会产生一些边角料和不合格产品。双螺杆挤出机可以将这些废料重新混入原料中进行加工,通过再次塑化、混炼,使其成为可再次利用的塑料颗粒,实现资源的循环利用,减少了废料对环境的压力。例如,在生产塑料管材时产生的边角料,经过双螺杆挤出机的处理后,可重新用于管材生产,降低了生产成本,也减少了废弃物的产生 。水拉条切粒适用于填充比例较低的物料,颗粒形状规整,表面光滑。江西实验造粒机规格
不同类型的造粒机适用于不同的物料和生产工艺,选择合适的造粒机至关重要。江西实验造粒机规格
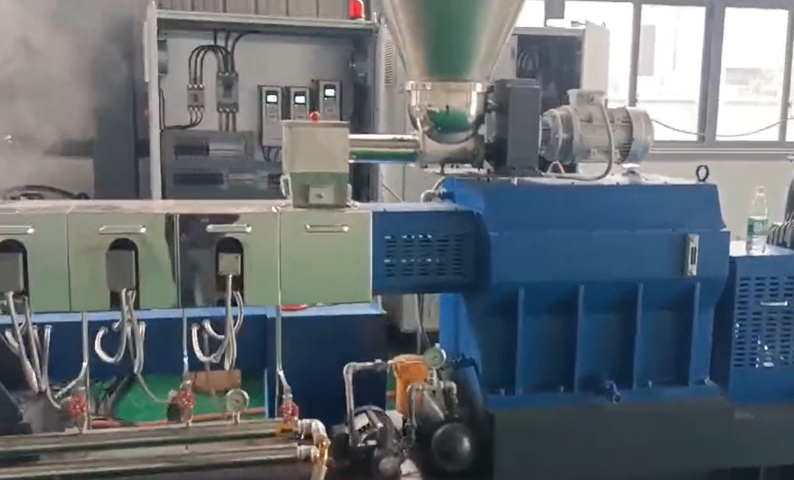
螺杆在单螺杆生产工艺里承担着重要职责,其独特的结构和精确的参数设定,是实现物料高效输送与完美塑化的关键。螺杆通常分为加料段、压缩段和均化段。加料段底径较小,主要功能是将原料平稳输送至后续阶段。其螺槽深度 h1 一般为 (0.12 - 0.14) D(D 为螺杆直径),螺旋升角 φ 常取 17°40′ ,这一参数设定能较好地满足不同物料的输送需求,确保原料顺利进入压缩段。进入压缩段,螺杆底径逐渐变化,螺槽深度变浅,对物料进行压实、熔融,并建立压力。压缩比 ε(ε=h1/h3,h3 为均化段螺槽深度)和长度 L2 是关键参数,它们的精确设置能保证物料充分熔融和压实。在加工聚丙烯(PP)时,通过合理调整压缩比和压缩段长度,可使 PP 原料在该段充分熔融,为均化段的进一步加工做好准备。均化段将压缩段已熔物料定量定温地挤到螺杆前端,此段螺槽深度 h3 一般为 (0.05 - 0.07) D ,进一步均匀塑化物料,稳定压力和温度,为机头挤出提供质量稳定的物料,保障产品的质量和性能。江西实验造粒机规格
文章来源地址: http://jxjxysb.nn.chanpin818.com/slj/slzlj/deta_28146568.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。